
Alloy Reports
At All Metals & Forge Group, we take pride in providing our customers with a wide range of products and services. Below you’ll find a menu with links to detailed reports on some of our most popular alloys. If you would like us to send you our complete list of reports for the over 300 alloys we offer, use the form below to let us know where to send your alloy reports.
As always, if you have any questions please contact us in the U.S. at 1 (973) 276-5000 or toll-free at 1 (800) 600-9290. In Canada at 1 (416) 363-2244. Fax us at 1 (973) 276-5050 or email us at sales@steelforge.com. We look forward to hearing from you.
INCONEL 625
GENERAL CHARACTERISTICS OF INCONEL 625 ALLOY
Inconel 625 is a corrosion and oxidation-resistant nickel-base alloy. It has outstanding strength and toughness in the temperature range cryogenic to 2000ºF 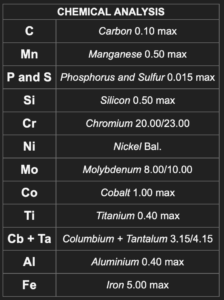 (1090ºC) thanks to the solid solution effects of columbium and molybdenum in a nickel-chromium matrix. Excellent fatigue strength, and stress-corrosion cracking resistance in chloride ions, are further properties of the alloy.
(1090ºC) thanks to the solid solution effects of columbium and molybdenum in a nickel-chromium matrix. Excellent fatigue strength, and stress-corrosion cracking resistance in chloride ions, are further properties of the alloy.
APPLICATIONS
Inconel 625 alloy is used for heat shields, furnace hardware, gas turbine engine ducting, combustion liners and spray bars, chemical plant hardware, and special seawater applications.
FORGING
A maximum furnace temperature of 2100ºF (1150ºC) is recommended for heating this alloy for forging, and care should be taken to avoid overheating. The alloy becomes very stiff below 1850ºF (1010ºC) and parts should be reheated if their temperature falls below this lower limit. Uniform reductions will prevent the formation of a duplex grain structure.
HEAT TREATMENT
There are three basic treatments for Inconel 625:
High solution anneal, a treatment at 2000/2200ºF (1095/1205ºC) for a time depending upon section size, but soaking for a maximum of one hour, and cooling in air or a faster medium. This treatment is used for applications involving service at a minimum temperature of 1500ºF (815ºC) and where creep resistance is required. Low solution anneal a treatment at 1700/1900ºF (925/1040ºC) for a soak time of one-hour maximum, and cooling in air or a faster medium. The treatment develops an optimum combination of tensile and rupture properties from ambient temperatures to 1900ºF (1040ºC), together with very good ductility and toughness at cryogenic temperatures.
Stress relief, a treatment at 1650ºF (900ºC) for a one to four-hour soak time – depending upon section size – and air cooling. This treatment is used for applications below 1200ºF (650ºC) when maximum fatigue and strength properties are desired. Cryogenic ductility and toughness are also excellent.
MACHINABILITY
Recommendations for the best machining of this alloy are low cutting speeds, heavy equipment rigid tooling, and positive feeds.
WELDABILITY
Inconel 625 may be welded using gas-shielded processes, using either a tungsten or a consumable electrode. Post-weld treatments are not necessary to maintain corrosion resistance.

Let us know where to send your complete Alloy Report including chemical analysis, machinability, weldability, heat treatment, and more.
Fast Quotes And Delivery
Save time and money on your next project.
In the U.S. 1 (973) 276-5000 / 1 (800) 600-9290.
In Canada 1 (416) 363-2244.
Email us at sales@steelforge.com.




